首頁 > 技術支援
技術支援
technical support
深孔加工與深孔鑽的定義與應用
Definition and Application
什麼是深孔加工與深孔鑽?
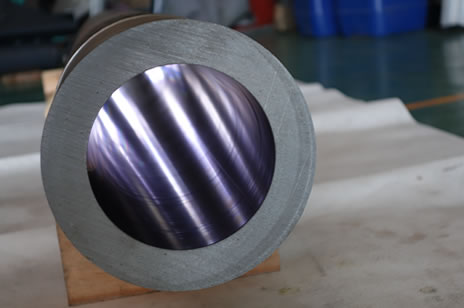
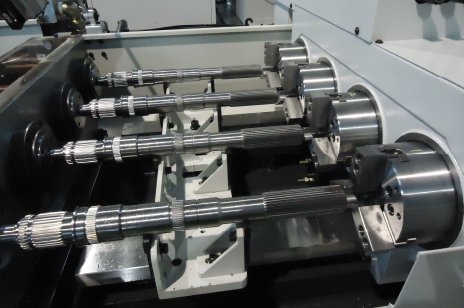
當孔深與孔徑的比例大於10倍(即深孔 = 孔深 / 孔徑 > 10)時,即被定義為深孔。由於普通鑽孔技術難以保證深孔的直線度、精度與排屑效率,因此需要專業的深孔加工設備與技術,這類技術被稱為深孔鑽或深孔加工。
深孔加工技術能夠滿足現代製造業對高精度、高效率與高品質鑽孔的需求,並在多個高端製造領域發揮關鍵作用。選擇專業的深孔鑽削設備,能夠顯著提升加工品質與生產效率!
深孔鑽與傳統鑽孔的區別
與傳統鑽孔方式相比,深孔鑽技術具有以下三大優勢:
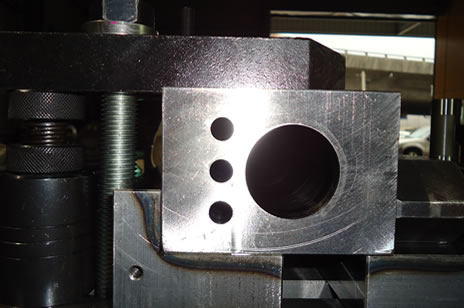
高精度 – 可確保孔徑公差、直線度與表面光潔度符合嚴格標準
高效率 – 採用高壓冷卻液與特殊排屑設計,提高鑽削速度並延長刀具壽命
高一致性 – 適用於大批量生產,確保每個孔的加工品質一致
深孔加工的應用領域
由於其卓越的孔加工性能,深孔加工技術廣泛應用於以下產業:
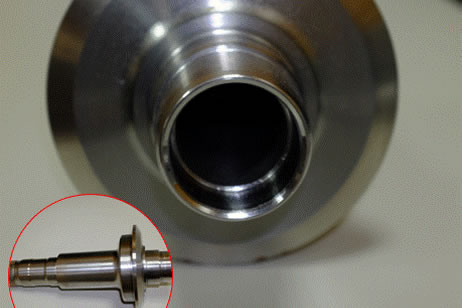
航太工業 – 渦輪葉片、飛機起落架等精密零件加工
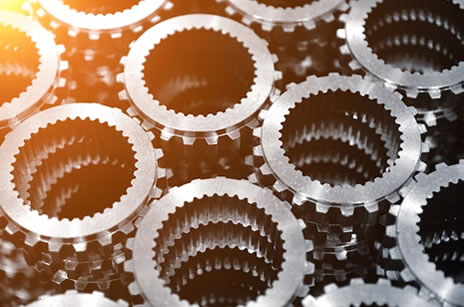
汽車工業 – 曲軸、連桿、燃油噴射系統等零件鑽孔
醫療設備 – 人工關節、手術器械等高精度孔加工
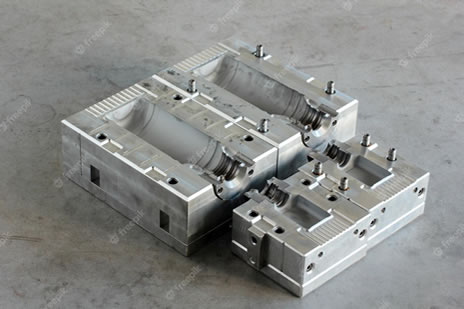
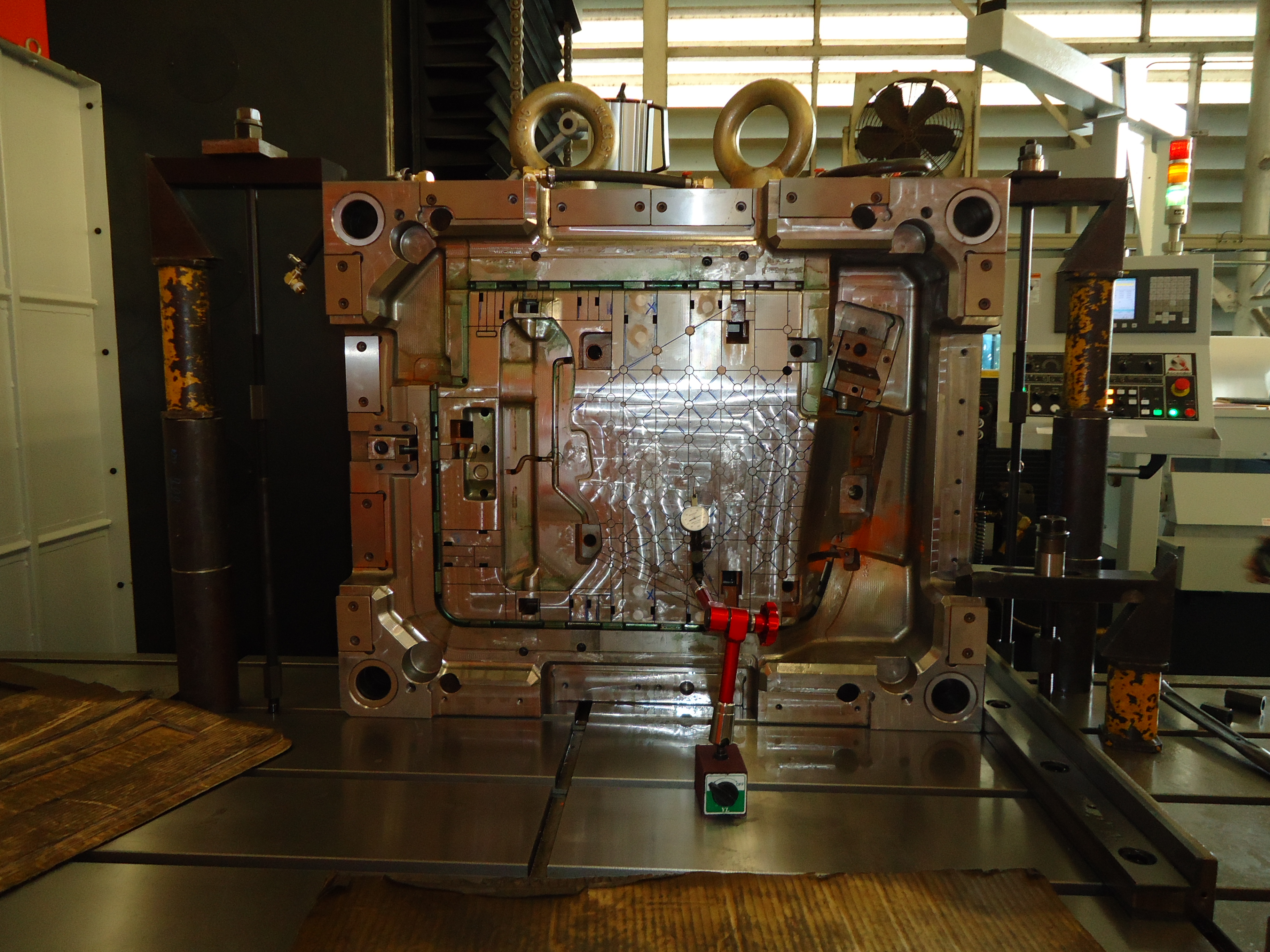
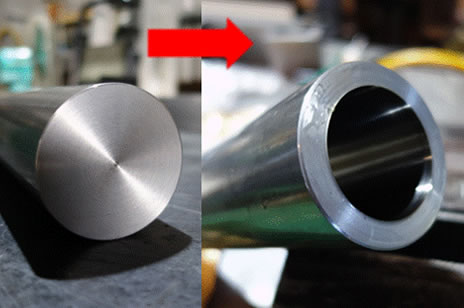
模具製造 – 注塑模具、壓鑄模具的冷卻孔鑽削
能源行業 – 石油鑽探設備、核能發電機組零件
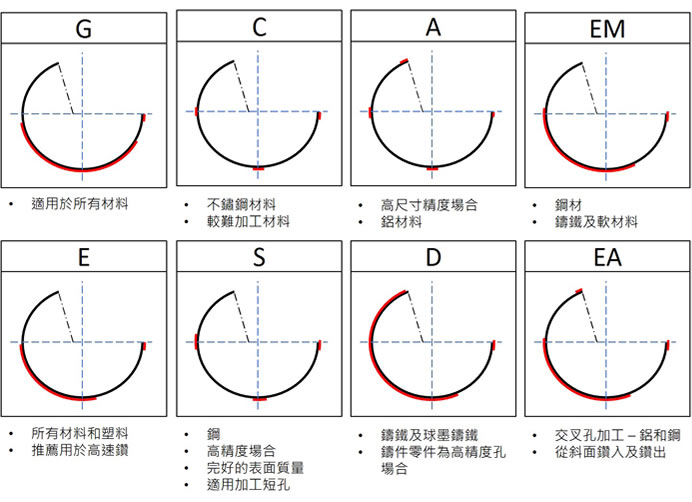
槍鑽刀具型式介紹
Type introduction
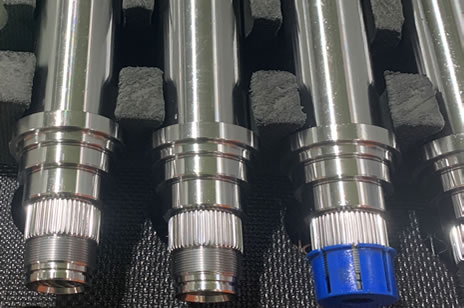
槍鑽單刃外排屑深孔鑽切削部分(鼻部)由於鑽尖偏離軸心而形成外內二刃。外刃(主切削刃)較短,內刃(副切削刃)較長。
外刃形成的主偏角大於內刃形成副偏角,致使作用在外刃上徑向力大於作用在內刃上的徑向力,而使始終有一力作用在導條(Pad)上,使導條(Pad)發揮其支撐導向作用,防止鑽頭鑽偏。
對於不同材質的孔徑加工,刀具商提供多種不同支撐形式的導條(Pad)設計,可使加工擁有更多合適的選擇。
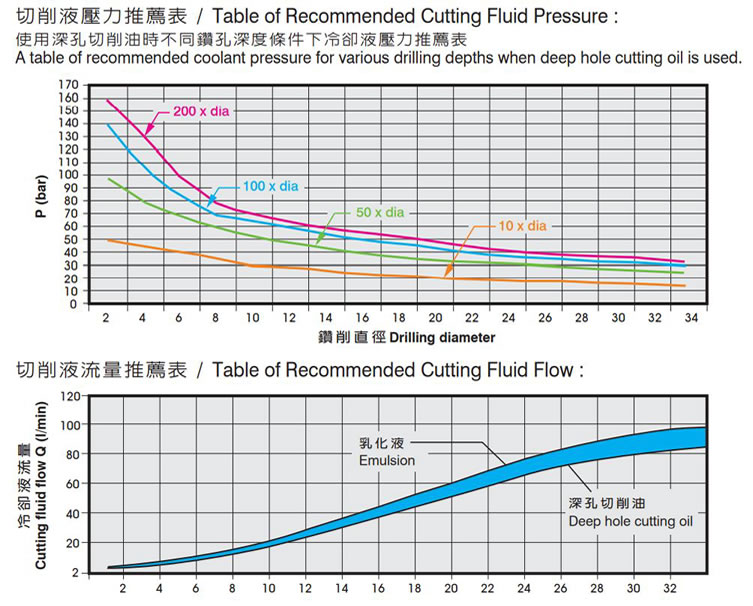
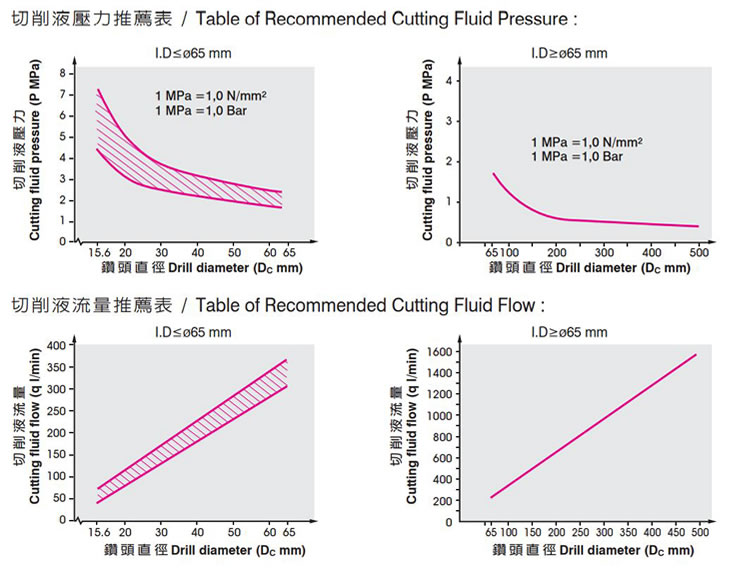
槍鑽切削液壓力&流量推薦表
Recommendation form
BTA切削液壓力&流量推薦表
Recommendation form
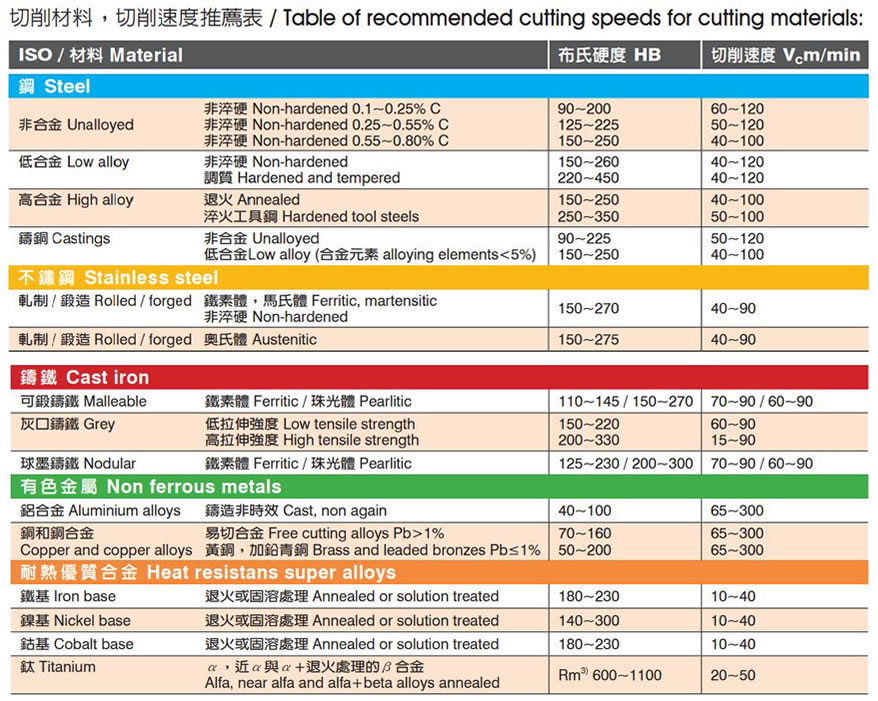
切削材料轉速表
Tachometer